
Estrategias de registro y control térmico en procesos industriales con exigencias de muy alta temperatura
Los procesos de acondicionamiento térmico son una pieza clave de la industria metalmecánica. En ocasiones, forman parte del proceso productivo y tienen por objeto modificar las propiedades del material para facilitar su procesado. En otros casos, el acondicionamiento térmico está destinado a alterar las propiedades finales del producto, ya sea como semielaborado, o como producto acabado.
En esencia, ambos tipos de tratamiento térmico consisten en someter al material a una combinación concreta de tiempo y temperatura. Parece una operación sencilla; al fin y al cabo, sólo intervienen dos variables de control. Sin embargo, la realidad industrial es bien distinta cuando se trata de trabajar con ambas variables dentro de una horquilla de tolerancias estrecha.
Los mecanismos físicos que dan lugar a la transferencia de calor, conducción, convección y radiación, son inherentemente complejos. Cada mecanismo se rige por principios diferentes: la conducción está asociada al comportamiento de los fonones, la convección es la combinación de la conducción con el transporte de masa y la radiación está gobernada por la teoría de ondas electromagnéticas.
La naturaleza de los procesos de calentamiento implica que incluso las ecuaciones más elementales contengan una complejidad matemática relevante. La ecuación del calor sirve de ejemplo ilustrativo:
De acuerdo con esta ecuación, la temperatura de cualquier material que se quiera tratar térmicamente dependerá del tiempo y de cada punto concreto del material dentro del volumen total del producto. Es habitual que los perfiles de temperatura en los productos tratados térmicamente no puedan ser predichos de forma adecuada mediante cálculos y simulaciones, y a menudo es necesario medir directamente cómo se comportan el horno y su carga, utilizando sensores de temperatura.
«A menudo es necesario medir directamente cómo se comportan el horno y su carga, utilizando sensores de temperatura.«
Estos sensores se emplean para reducir la incertidumbre acerca de los perfiles tiempo-temperatura. Gracias a la sensorización, es posible calibrar y verificar los hornos mediante lo que se conoce bajo los acrónimos TUS y SAT (Temperature Uniformity Survey y System Accuracy Test). Estos dos factores miden cómo de homogéneo y preciso es el horno en el que se realizan los tratamientos térmicos. La importancia de estas dos verificaciones ha llegado al extremo de requerir la intervención de los organismos de normalización y estandarización. Por ejemplo, el sector aeronáutico en su programa de acreditación NADCAP para tratamientos térmicos, regula los valores de TUS y SAT, obligando al cumplimiento del estándar AMS 2750.
Aunque el TUS y el SAT corresponden estrictamente al horno, también es habitual medir la temperatura de forma directa sobre las piezas a tratar, o sobre testigos térmicamente equivalentes. En estos casos se introducen sensores de temperatura, generalmente termopares, a distintas profundidades del material. Así se monitoriza el ritmo al que se calienta el producto en el interior del horno y se garantiza que el perfil tiempo-temperatura es correcto en todo su volumen.
El calentamiento de las palanquillas en hornos de gas para su laminación en caliente es un ejemplo representativo. Para conocer y optimizar los perfiles de calentamiento de las palanquillas se realizan perforaciones a distintas profundidades de la palanquilla y se registra cómo evoluciona la temperatura durante su austenizado. En este caso se trabaja con hornos de grandes dimensiones y el sistema de registro de temperaturas acompaña a la palanquilla en su camino a través del tratamiento térmico. Aunque ningún sistema electrónico aguantaría las temperaturas dentro del horno, se han desarrollado barreras térmicas especiales para evitar que el registrador, los sensores y los cables se calcinen.
El Centro de Investigación Metalúrgica IK4-Azterlan cuenta con estas capacidades de medición y control. En concreto pone a disposición de sus desarrollos de I+D una combinación de barrera térmica y registrador de diez canales para estudiar los perfiles de tratamiento hasta condiciones extremas de 1.300°C y 5 horas de permanencia.
Aunque el TUS y el SAT corresponden estrictamente al horno, también es habitual medir la temperatura de forma directa sobre las piezas a tratar, o sobre testigos térmicamente equivalentes. En estos casos se introducen sensores de temperatura, generalmente termopares, a distintas profundidades del material. Así se monitoriza el ritmo al que se calienta el producto en el interior del horno y se garantiza que el perfil tiempo-temperatura es correcto en todo su volumen.
El calentamiento de las palanquillas en hornos de gas para su laminación en caliente es un ejemplo representativo. Para conocer y optimizar los perfiles de calentamiento de las palanquillas se realizan perforaciones a distintas profundidades de la palanquilla y se registra cómo evoluciona la temperatura durante su austenizado. En este caso se trabaja con hornos de grandes dimensiones y el sistema de registro de temperaturas acompaña a la palanquilla en su camino a través del tratamiento térmico. Aunque ningún sistema electrónico aguantaría las temperaturas dentro del horno, se han desarrollado barreras térmicas especiales para evitar que el registrador, los sensores y los cables se calcinen.
El Centro de Investigación Metalúrgica IK4-Azterlan cuenta con estas capacidades de medición y control. En concreto pone a disposición de sus desarrollos de I+D una combinación de barrera térmica y registrador de diez canales para estudiar los perfiles de tratamiento hasta condiciones extremas de 1.300°C y 5 horas de permanencia.
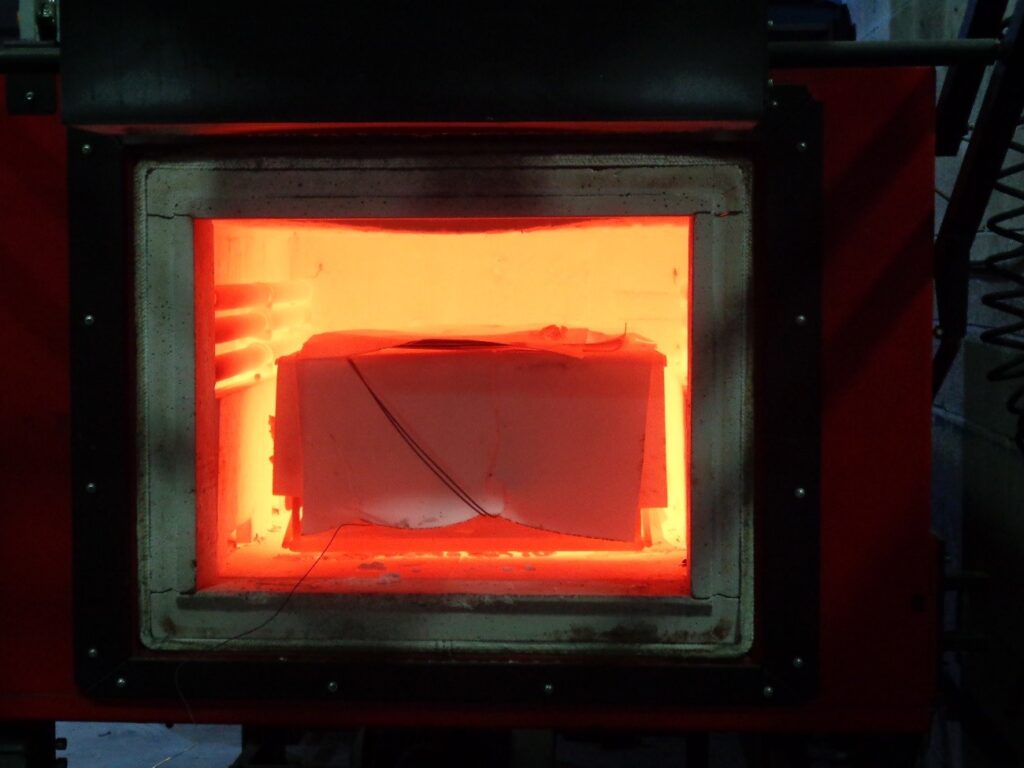
Control y registro de temperaturas en uno de los hornos de tratamiento térmico del Centro Tecnológico IK4-Azterlan
La estrategia para soportar temperaturas tan elevadas se basa en el sencillo concepto de «Baño María». La barrera térmica consta de dos secciones, un primer tramo aislante exterior y un sistema evaporativo interior. La capa exterior retrasa la propagación del calor hacia la cámara de evaporación en la medida de lo posible. Esta contiene un depósito de agua que, cuando alcanza el punto de ebullición, mantiene el registrador electrónico en su interior por debajo de 100°C, como si estuviera al Baño María.
Tanto la electrónica interior, así como las baterías, deben ser especiales para operar de forma normal a pesar de encontrarse a 100°C, pero es un pequeño inconveniente que compensan los excelentes resultados que permite obtener esta estrategia de registro de temperaturas en procesos industriales de muy alta temperatura.
Tanto la electrónica interior, así como las baterías, deben ser especiales para operar de forma normal a pesar de encontrarse a 100°C, pero es un pequeño inconveniente que compensan los excelentes resultados que permite obtener esta estrategia de registro de temperaturas en procesos industriales de muy alta temperatura.
