
Supported by a digital twin of the molding, filling and demolding process, the new technology developed by AZTERLAN Metallurgy Research Centre consists of an intelligent system of water and dosing addition in the shakeout drum to ensure that the return sand arrives in optimal conditions to the storage silos. This development has been implemented and validated at the foundry DRAXTON ATXONDO, manufacturer of cast components for automotive sector.
If the sand is too hot or not in the optimal humidity conditions it can negatively affect the manufacturing process of molten components, causing an excessive consumption of raw materials or a bad mixing that can produce failures in the parts such as inclusions or molding defects. Ensuring a certain degree of homogeneity in the return sands is essential prior to their silage and reuse, in terms of temperature and humidity.
To guarantee the stability of these parameters, many foundries choose to incorporate chillers into their process. However, it is a solution that is not always feasible, either due to the high cost of the equipment or to the lack of space. As explained by the AZTERLAN researcher specialized in iron casting technologies Beñat Bravo, “in these cases the foundries usually incorporate water irrigators in the shakeout drum that favor the reduction of temperature of both, the castings and the sand. However, automatic water sprinkler systems do not consider the specific load and running conditions of the drum, so they fail to prevent temperature spikes in the sand. The stability of this temperature at the output of the drum is a requirement increasingly requested by automotive customers”. If the flow of water in the drum is not controlled and is not adequate, either by excess or because it is too low, there can also be episodes in which the sand comes out on the conveyor belts along with the parts or in which the sand gets out of the drum with uneven humidity levels that affect its storage in silos and its subsequent mixing.
“The reason why it is difficult to achieve optimal and stable sand temperature and humidity conditions through automatic water addition systems is because the casting process is not really constant: the type of components being produced is not always the same, nor the size of the moulds or the metal-sand ratio. Therefore, the load of the drum is variable, while the cooling flow remains constant. The same amount of water may be too much or too little to achieve the desired cooling and sand removal goal”.
The solution: a digital twin of the process to determine a water dosage adjusted to the actual loading conditions of the demolding drum
To solve this problem, AZTERLAN Metallurgy Research Centre has developed an innovative water addition system based on the real-time load of the drum.
To achieve this, “we have developed a control methodology based on a digital architecture that, governed by an intelligent algorithm, allows us to know the real situation and the cadence of production at all times. Thanks to this development, we have been able to predict the real characteristics of the drum load, the conditions in which the sand leaves it and its temperature and humidity level on the way to being stored in the silos”.
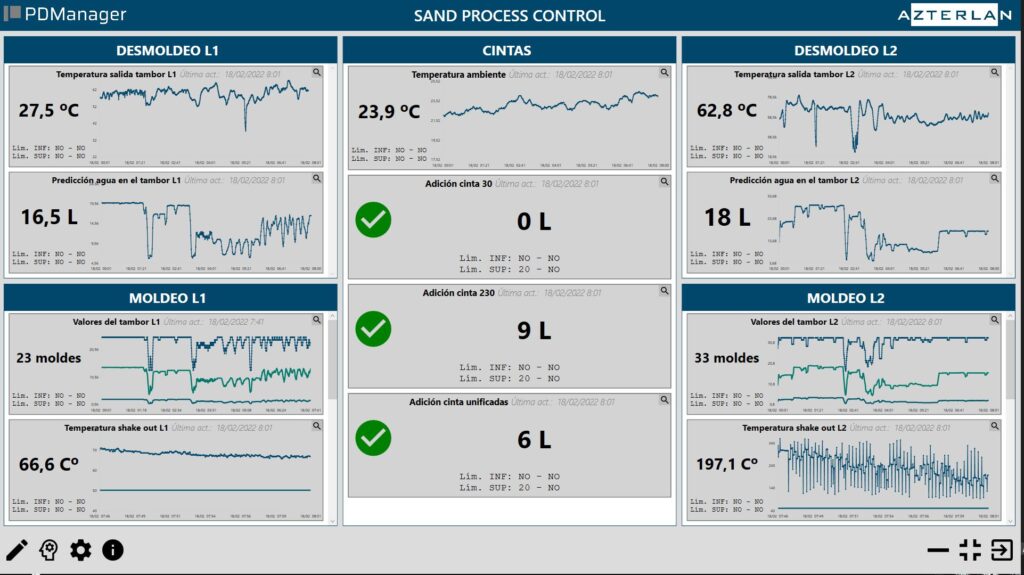
Digital twin: real time sand condition monitoring screen
The digital twin developed reproduces and controls the molding, filling, and demolding process, as well as the conditioning of the sand while being carried to the silos, feeding on “data extracted from the equipment involved in the process and a minimum network of sensors strategically located in critical points to obtain measurements associated with temperature, humidity and progress of molds and cast components in the vibrant conveyor belt and drum”.
The new system has been successfully implemented at the foundry DRAXTON ATXONDO, a manufacturer of cast iron components for the automotive industry. As explained by Lorenzo Martín, Production Director of DRAXTON ATXONDO “this new system allows us to advance in the real-time control systems of our processes, considering their variability and allowing us to carry out a more adjusted management of our manufacturing process. In this case, being able to ensure a stable sand temperature has gotten us a step closer to the growing requirements of our customers”.
This new development is reproducible in any manufacturing green sand molding process aimed at controlling the quality of their return sand without the use of cooling equipment.
