
Thermal control strategies in high temperature industrial processes
The heat treatment processes are very important for the metalworking industry. Occasionally, they are integrated within the own manufacturing process and are intended to modify the properties of the material to facilitate its further processing. In other cases, the thermal conditioning is intended to improve the final properties of the product, finished or half-finished.
Essentially, both types of heat treatment consist on providing the material a specific combination of time and temperature. It looks like a simple operation with only two control variables involved. However, the industrial real operation is quite different when it comes to working with both variables, within a narrow range of tolerances.
The physical mechanisms that occur in the heat transfer, conduction, convection and radiation are inherently complex. Each mechanism is run by different principles: conduction is associated with the behavior of the phonons, convection is the combination of conduction and mass transport and radiation is governed by the theory of electromagnetic waves.
The nature of the heating processes implies that even the most elementary equations contain a relevant mathematical complexity. The heat equation works as an illustrative example:
According to this equation, the temperature of any material to be thermally treated will depend on the time and on each specific point of the material within the total volume of the product. Usually, temperature profiles in heat-treated products cannot be predicted properly by means of simulations and calculations. Very often it is necessary to apply direct measuring on the behavior of the furnace and on its load. For that purpose, temperature sensors are used.
“Very often it is necessary to apply direct measuring on the behavior of the furnace and on its load.“
These sensors reduce the uncertainty about time-temperature curves. Thanks to sensorization, furnaces can be calibrated and verified by the following procedures known as TUS (Temperature Uniformity Survey) and SAT (System Accuracy Test). These two factors measure how homogeneous and how accurate is the heat treatment furnace. The importance of these two verifications has reached the extreme of requiring the intervention of standardization and normalization bodies. For example, the aeronautical sector in its NADCAP accreditation program for thermal treatments regulates the values of TUS and SAT, requesting to comply with the AMS 2750 standard.
Although the TUS and the SAT correspond strictly to the furnace, it is also usual to measure the temperature directly on the own components to be treated, or on thermally equivalent test samples. In this particular case, temperature sensors, usually thermocouples, are introduced at different contact depths within the material. In this way the heat treatment operation of the component inside the furnace is properly monitored and the correct time-temperature curve is guaranteed over the entire volume of the part.
The heating of billets for hot rolling by means of gas furnaces is a representative example. To know and to optimize the heating profiles of the billets, small perforations are made in different depths of the billet, so the evolution of the temperature during austenization is registered. In this case large furnaces are used and the temperature recording system accompanies the billet on its way through heat treatment. Although no electronic system could tolerate these high temperatures, special thermal barriers have been developed to prevent the data logger, the sensors and wires from calcining.
IK4-Azterlan Metallurgy Research Center has these measurement and control capabilities and expertise. Specifically, a thermal barrier and a 10 channel data logger for the study of treatment profiles up to 1,300°C and 5 hours of treatment are being used in the R&D developments.
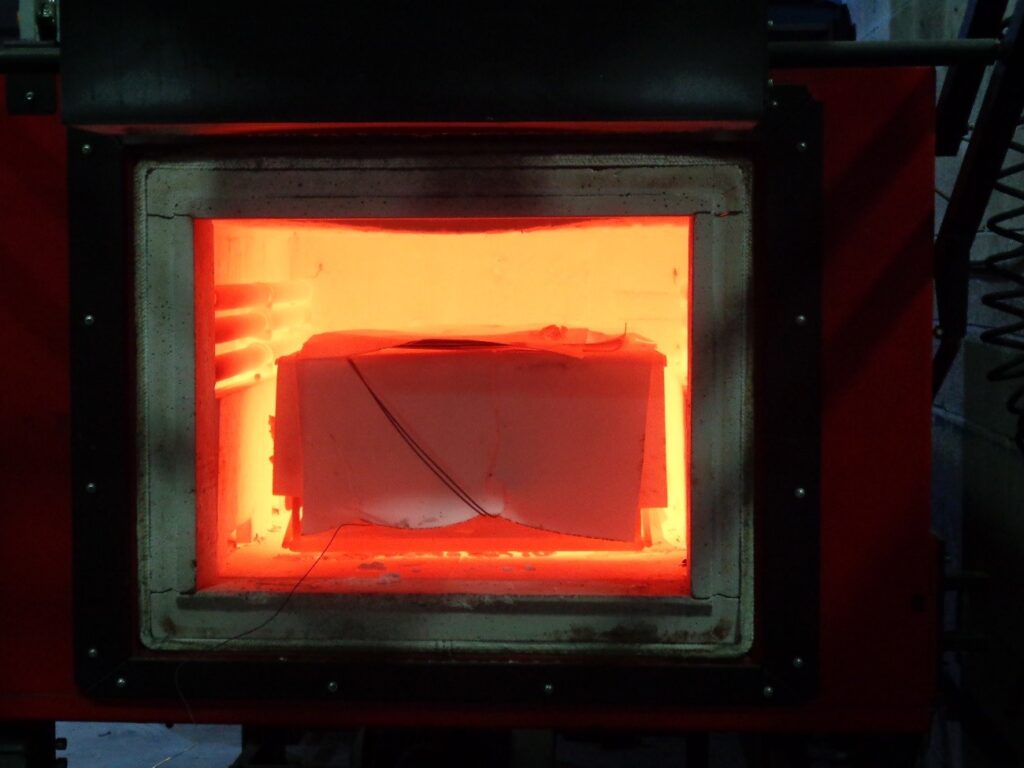
Temperature control in a heat treatment furnace at the IK4-Azterlan Technology Center
The strategy to withstand such high temperatures is based on a simple concept known as “water cooling” or double boiler. The thermal barrier consists of two sections, a first outer insulating section and an internal evaporative system. The outer layer delays the heat spread towards the evaporation chamber. This one contains a water deposit and when it reaches its boiling point keeps the electronic data recorder under 100°C, just like in different water cooling systems.
Both, the internal electronics and the batteries, must be special, so they can operate normally despite being exposed to this 100°C range temperature. Anyhow, this is just a small inconvenience that will be compensated by the excellent results of this temperature control strategy used in very high temperature industrial processes.
