The emissions of hazardous substances generated by the use of chemical binders represent today one of the most urgent challenges that the foundry industry has to solve. A considerable threat to the environment and to the human health due to their high toxicity, carcinogenicity and mutagenicity (new and more strict regulations along with the re-classification of certain products are being set in place).
While the furan binders are beneficial for foundries to produce quality castings at low cost, they can produce considerable amounts of hazardous air pollutants, when they are thermally decomposed during metal casting processes. Several chemical binder systems are currently used in the casting industry for the agglomeration of sand molds and for the fabrication of sand cores, according to the own production process requirements and the final product to be manufactured: Furan-Acid, Phenolic-Acid, Phenolic-Alkali, Phenolic-Urethane and Silicate-Ester.
These five self-curing systems generate emissions with different potential critical points in the own foundry: molding area, sand core production area, pouring area, shaking area …..
A wide range of factors have a direct influence in these emissions generation, from the formulation and design of the resins, down to the own environmental conditions of the plant, sand preparation systems and conditions of use.
Among all, the no-bake furan type resin binder is nowadays the most widespread system used in moulding and core making for medium and big size grey and ductile iron castings and for small and medium batch productions, mainly by its technical advantages (provide an excellent mold and core strength, cure rapidly, allow high yields of sand reclamation and can be used for different casting alloys). From the environmental point of view the no-bake furan systems can be considered as critical due to the potential hazardous gas emissions released, both from a qualitative and from a quantitative point of view.
The main elements of a no-bake furan binder system are molding sand (usually silica sand), a furan resin and one or several acid catalysts. They are generally cured by exposure to organic sulphonic acids. The addition of an acid catalyst to a furan resin causes an exothermic poly-condensation, which hardens the binder providing the required strength and stability to the mold. Besides the main constituent (furfuryl alcohol), the production of furan resins includes as well other compounds such as phenol and formaldehyde, which implies the final emission of volatile organic compounds from these three substances when exposed to high temperatures during the pouring operations.
The furfuryl alcohol was re-classified in 2009 by the European Union changing from “harmful” to ”toxic by inhalation” (R-23) and the phenol is considered a “toxic” compound (R-23/24/25). Along with this re-classification and the limitation established by the EU Directive, new resins with lower contents of free furfuryl alcohol have been developed in the last years. Consequently, they have reduced significantly the emission levels of these substances.
The new Regulation of the European Parliament and the European Council 605/2014 of recent application (entered into force on the 1st of January 2016, according the regulation 1272/2008) modifies the classification of Formaldehyde, going from “probable carcinogenic category 2” with the hazard class H351 (suspected of causing cancer) to “carcinogenic category 1B” with the hazard class H350 (may cause cancer). It has been also classified as a category 2 mutagen, with the hazard class H341 (suspected of causing genetic defects).
This new situation requires special attention and specific control over the emission levels in the different workstations, where in many cases the concentration levels of formaldehyde are by far above the limit values set by the INSHT (National Institute of Occupational Safety and Health).
These complex circumstances entail the urgent need for greater efforts in developing new furan binders, which are able to provide high mechanical properties (excellent mold and core strength) along with lower formaldehyde emission levels.
New “advanced resins” are being developed by the leading world binder manufacturing companies, some of which have been evaluated into detail by specialists from the IK4-Azterlan Metallurgical Technical Center, both at laboratory and at industrial scale.
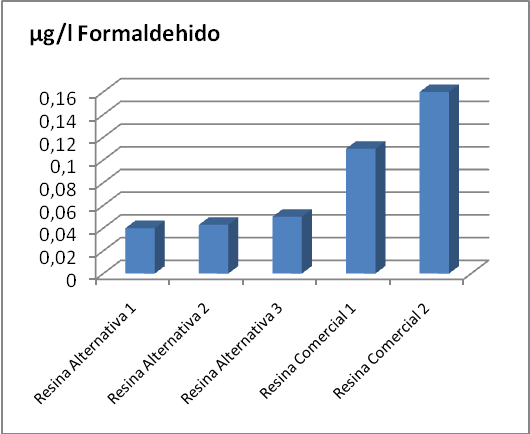
The obtained results point out in the right direction, with relevant formaldehyde emission reductions that go from 50%, down to 70%, compared to the values resulting from the conventional resins.
The important work performed to adequate the testing methodology designed by the technicians from IK4 AZTERLAN is based on a rigorous control of various influential factors generating emissions of formaldehyde and furfuryl alcohol. Initially at laboratory scale, that later on has been confirmed with the reproduction of results on industrial tests in a foundry plant.
According these preliminary results it can be stated the possibility to solve or to minimize in a considerable way the formaldehyde emission problems associated to the casting process, acting directly on the furan binder system itself.
This is a working line that has a significant R&D potential for the resin manufacturing companies. These important developments should reduce the hazardous exposal levels in the foundry (lower SO2 and additional toxic substances, such as Benzene, Toluene, Ethylbenzene, Xylene and Polycyclic Aromatic Hydrocarbons).
Laboratory comparative results from the different formaldehyde emissions corresponding to 5 different resins
Emission´s monitoring of the semi-industrial trials in a foundry plant.