
Development of a 4.0 strategy aimed at reducing the rejection rate in aluminum foundry
Without a doubt, the industry 4.0 revolution is reaching all industrial sectors and aluminum smelting could not be an exception. Controlling foundry processes to ensure the final quality of components, improving process efficiency and solving production problems in real time, or developing lean and energy efficient processes, are the ideal objectives of every foundry.
However, the task in question is a serious challenge due to the limited capacity to model or simulate the complete injection casting process, to which is added the difficult capture of information on relevant phenomena of the process itself (spraying conditions, conditions that occur inside the mold: high pressures, speeds, mold-metal reaction, vacuum level,…), due among others to the complex metallurgy associated with the use of second fusion alloys.
In this scenario, the closest that many aluminum foundries come to making the definitive leap to 4.0 is limited to the observation of process control data provided by industrial equipment (injection presses, mainly). Although one might think that the injection curve parameters are a solid starting point, in reality they are far from it. The problem arises because it is common for control equipment from various brands of injection machines to offer different variables, which also happens between different generations of machinery within the same house. As there is no standard for processing signals, each machinery manufacturer calculates the variables differently.
Therefore, the problem is not that injection casting does not have data to exploit, but that it is faced with incoherent and non-comparable data. This is data that is difficult to centralize, or that does not always offer precise information about the aspects you want to monitor. All these aspects are fundamental, not only to address a 4.0 strategy, but also to analyze any production problem or any failure and inconsistency that occurs during the process.
The first step for the implementation of 4.0 technologies in injected aluminum processes requires:
- Precise data: the sensors must be of high quality and will be positioned as close as possible to the phenomena to be controlled, taking into account their duration.
Standardized data: the signals from these sensors will always be processed in the same way, regardless of the machine from which they come. - Comparable data: precise and standardized data, which leads to the information being comparable, and from there, it can be processed.
- Scalable systems: the quantity and complexity of the variables to be controlled must be variable over time to be able to adapt to the needs and situations of the plant. Capture systems may be purchased and implemented in the plant, depending on the capacity of the melter.
The response to these requirements is the implementation of an independent system (in other words, that can be implemented on any machine), specialized monitoring for aluminum smelting.
First approach to HPDC 4.0: ensure process stability
At a minimum, the data related to the injection curve and certain temperatures would be a basic starting point for aluminum injection casting, although the real plant and process needs will be those that define the scope of this first approach (initial number of variables to control).
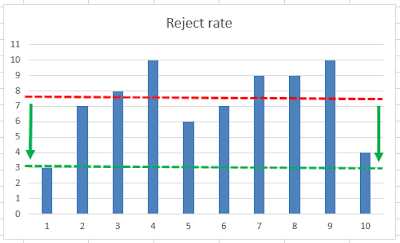
The proposal that we offer as an initial objective in aluminum injection (HPDC) is to maintain the rejection rate at the standard level for the maximum possible time (which is defined by the design of the process/tooling).
Therefore, the first objective will seek to ensure that the industrial process remains within its standard for as long as possible (regardless of the chronic rejection that occurs operating within the process window) and that, as soon as the process deviates from said situation, standard, the process variables can be compared quickly and reliably. If the deviated value is detected, it can be corrected and if no differences are found, it will be indicative that the deviated parameter is not being truly controlled (for example, the orientation of a spray nozzle).
In any case, the corrective action will be better targeted, so it will take less time to redirect the situation. In other words, thanks to this information, the reaction time to implement corrective actions will be reduced compared to a scenario lacking reliable and comparable data.
The foundry can economically value the difference in costs between the standard process (green line rejection rate) and the historical situation. This value can be compared with the initial investment allocated to the industry 4.0 project, see figure 1.
Industry 4.0 aimed at optimizing the HPDC process
The knowledge developed at the previous level, the implementation of new processes, or even possible new demands from customers, will require the need to have greater information and control of the process (for example, vacuum, pressure and temperature sensorization). within the mold, … etc.), in order to control those critical variables directly or indirectly related to the phenomena they generate.
Once a strategy of these characteristics is launched, the knowledge and process control gained will allow the progressive implementation of new tools, aimed at improving the foundry process itself by acting on the different factors that intervene in it, from the characteristics of the metal itself and its behavior, to the tools and equipment involved.
At this stage, it is important to keep in mind that, although 4.0 technologies require the work of ICT experts, the implementation of sensors, signal processing, interpretation of data and exploitation of the results will in any case require of the participation of experts in the casting process (either with the internal knowledge available in the company itself, or through some external support). Metallurgical knowledge and mastery of foundry technology are essential requirements when designing a strategy of this type.
Since 2005, the AZTERLAN Metallurgical Research Center has been working on the development of ICT and artificial intelligence tools applied to foundries. This experience, together with expert knowledge in foundry technologies and processes, has been reflected in various tools and technological solutions, as well as in a methodology for the development of strategies for the implementation of 4.0 tools in the aluminum foundry industry.
